NAK80焊接性能和焊接工藝
焊接性能、堆焊方法
焊條選用、焊后熱處理工藝
資料分隔線
NAK80模具鋼是日本大同特殊鋼株式會(huì)社鋼種,屬時(shí)效硬化型塑料模具鋼,焊接性能良好。NAK80焊接性能包括:熔敷鋼與母材的硬度分布、焊接原狀、焊接后時(shí)效處理等;NAK80的堆焊方法內(nèi)容包括:模具清理、焊條選用、焊接條件、后補(bǔ)熱處理及注意事項(xiàng)等。以下是東莞鉅研技術(shù)中心整理編輯的有關(guān)日本大同模具鋼NAK80的焊接性能數(shù)據(jù)和焊接加工工藝方法,日本大同NAK80的機(jī)械力學(xué)性能(屈服強(qiáng)度、拉伸強(qiáng)度、沖擊韌性)、物理性能(熱膨脹系數(shù)、導(dǎo)熱率、磁性)、工藝性能(放電加工、切削性能、氣體軟氮化性能)等以及NAK80產(chǎn)品資料等敬請(qǐng)瀏覽相關(guān)頁面。
NAK80的焊接性能:
焊接部位硬度不升高。焊接后,加以時(shí)效處理,則不會(huì)產(chǎn)生蝕花不均勻。
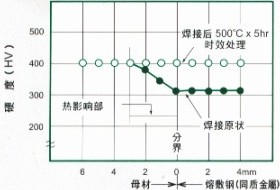
⒈熔敷鋼與母材的硬度分布:
NAK80焊接性能-熔敷鋼與母材的硬度分布圖
焊接條件:焊接方法:TIG焊接(氬氣保護(hù));預(yù)熱:200~300℃;電流:150~170A;焊條:同質(zhì)合金(NAK-W),焊接后500℃×5hr時(shí)效處理。
⒉焊接原狀:
NAK80焊接性能-焊接原狀圖 NAK80焊接性能-焊接后時(shí)效處理
⒊焊接后→時(shí)效處理:500℃×5小時(shí)風(fēng)冷。
NAK80的堆焊方法:
⒈模具事先清理:
①、全面去除油脂污物氧化皮等;②、全面去除裂紋表面處理層;③、坡口加工拐角部3R以上;
⒉堆焊焊條選擇:選用NAK-W焊條。
⒊模具預(yù)熱:
①、預(yù)熱溫度:300~400℃;②、利用加熱爐或丙烷天然氣緩慢加熱。
⒋焊接加工工藝:
①、直流正極性、分段退焊法。
②、焊接條件:
⒍NAK80堆焊的注意事項(xiàng):
鉅研特殊鋼溫馨提醒您!利用丙烷、天然氣噴燒進(jìn)行預(yù)熱和后補(bǔ)熱處理時(shí),為防止開裂起見,實(shí)行全面加熱為宜。
堆焊或使用中焊補(bǔ)裂紋時(shí),往往焊層較厚。視堆焊量的多少,有時(shí)即使稍微犧牲尺寸變化,也要在堆焊后立即消除應(yīng)力(870℃)并進(jìn)行時(shí)效處理(500~520℃)。
本文部分內(nèi)容來源于網(wǎng)絡(luò),我們僅作為信息分享。本站僅提供信息存儲(chǔ)空間服務(wù),不擁有所有權(quán),不承擔(dān)相關(guān)法律責(zé)任。如發(fā)現(xiàn)本站有涉嫌抄襲侵權(quán)/違法違規(guī)的內(nèi)容, 請(qǐng)發(fā)送郵件至 promaxsts@163.com 舉報(bào),一經(jīng)查實(shí),本站將立刻刪除。